|
![]() |
| 仠婎斅愝寁偵実傢傞愝寁幰條傊 |
僾儕儞僩婎斅愝寁偵実傢偭偰偄傞愝寁幰偺奆條偼幚憰偟偰偄傞尰応傊峴偒丄僆儁儗乕僞乕傗惗嶻媄弍偺恖偲堄尒岎姺偟偨偙偲偼偁傝傑偡偐丠
戝庤偱愝寁傪偟偰偄傞曽偼偦偆偄偆婡夛傕懡乆偁傞偲巚偄傑偡丅
偟偐偟彫偝偄偲偙傠偱偑傫偽偭偰偄傞恖傗屄恖偱偑傫偽偭偰偄傞恖偼側偐側偐偦偆偄偆婡夛偵宐傑傟側偄偲巚偄傑偡丅
尰応偱偺堄尒傪傛偔暦偄偰愝寁偟偰偄傞曽偺婎斅偼埨偔丄崅昳幙偱嶌傞偙偲偑弌棃傑偡丅
椺偊偽婎斅暆偵偟偰傕摨偠婎斅暆側傜婎斅嫙媼儔僢僋偺暆傕曄偊側偔偰傕偄偄偟丄儔僀儞偺暆崌偣傕柍偔側傝傑偡丅
偙偙偱偼尰応偐傜偺堄尒傪岞奐偟傑偡偺偱嶲峫偵偟偰椙偄愝寁傪偟偰捀偒偨偄偲巚偄傑偡丅
乮儅僂儞僞乕儊乕僇乕偵傛偭偰庒姳堎側傞応崌偑偁傝傑偡偺偱偛椆彸偔偩偝偄乯
|
|
|
侾丏幪偰婎斅偺桳柍
幪偰婎斅偑柍偄傎偆偑婎斅嵽椏偑彮側偄暘埨偄偲巚偆曽傕偍傝傑偡丅
偟偐偟幪偰婎斅偑柍偄偨傔偵幚憰偱偒側偄晹昳傗昳幙揑偵僩儔僽儖偑偍偙傞応崌偑偁傝寢壥揑偵崅偄傕偺偵側傞応崌偑偁傝傑偡丅
幪偰婎斅偼弌棃傞偩偗偮偗偰傎偟偄偲偄偆偺偑尰応偐傜偺堄尒偱偡丅
乽幪偰婎斅傪偮偗傞偵偁偨偭偰乿
昗弨揑側幪偰婎斅偺悺朄傪偙偙偱偼徯夘偟傑偡丅
忋婰偺恾偱傢偐傞傛偆偵幪偰婎斅偼10噊偑昗弨偱偡丅婬偵5噊偺傕偺傕偁傝傑偡偑丄幪偰婎斅偓傝偓傝偵幚憰偝傟傞晹昳偑偁傞応崌丄幚憰偱偒側偄応崌偑偁傝傑偡丅
俀丏擣幆儅乕僋
婬偵擣幆儅乕僋偑側偄婎斅偑偁傝傑偡偑偙傟偩偗偼姩曎偟偰偔偩偝偄偲偄偆婥帩偪偵側傝傑偡丅
擣幆儅乕僋偑側偄応崌丄幚憰惛搙偼嬌抂偵棊偪傑偡偺偱昳幙揑側曐徹偼偱偒傑偣傫丅
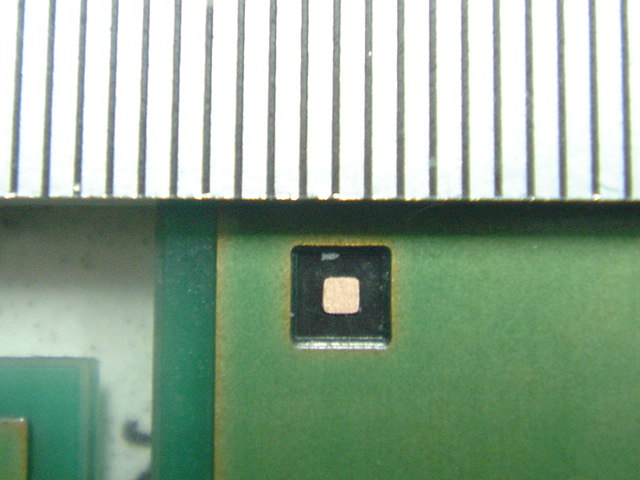
乽擣幆儅乕僋偺埵抲乿丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂(恾2)
忋婰偺傛偆側悺朄偑堦斒揑側擣幆儅乕僋偺埵抲偱偡丅
捠忢幚憰儔僀儞偱偼椉柺婎斅偺応崌丄侾倱倲柺傪擣幆儅乕僋嘆嘇傪巊梡偟俀nd柺偱嘊嘋傪巊梡偟傑偡丅
儅乕僋嘆偼抂柺偐傜10儈儕偺埵抲偵斾傋儅乕僋嘇偼15儈儕偵儗僀傾僂僩偝傟偰偄傑偡丅
偙偆偡傞偲婎斅傪儔僢僋偵媗傔傞嵺丄棳傟曽岦偲媡偵僙僢僩偟偰傕昁偢擣幆僄儔乕偱僗僩僢僾偟傑偡丅
傕偟摨偠擣幆儅乕僋儗僀傾僂僩側傜婎斅偼媡偺傑傑丄報嶞丒幚憰偼偦偺傑傑偱棳摦偝傟晄椙偺戝検惗嶻偲側傝傑偡丅
乽擣幆儅乕僋偺宍丄戝偒偝乿
宍忬偼巐妏傗娵側偳偦傟偧傟偱偡丅昗弨揑側傕偺傪偄偔偮偐偁偘偰偍偒傑偡丅(敿揷晅偗幨恀娰嶲徠乯
偪側傒偵忋婰幨恀偺忋晹偺僗働乕儖偼1栚惙0.5儈儕偱偡丅
婎杮揑偵巐妏偱傕娵偱傕偳偪傜偱傕峔偄傑偣傫丅擣幆儅乕僋偺戝偒偝傕戝偒偗傟偽偄偄偲偄偆傢偗偱傕側偄偱偡丅
偨偩戝帠側偙偲偼僇儊儔偱偟偭偐傝偲儅乕僋擣幆偱偒傞傛偆側岺晇偑昁梫偱偡丅
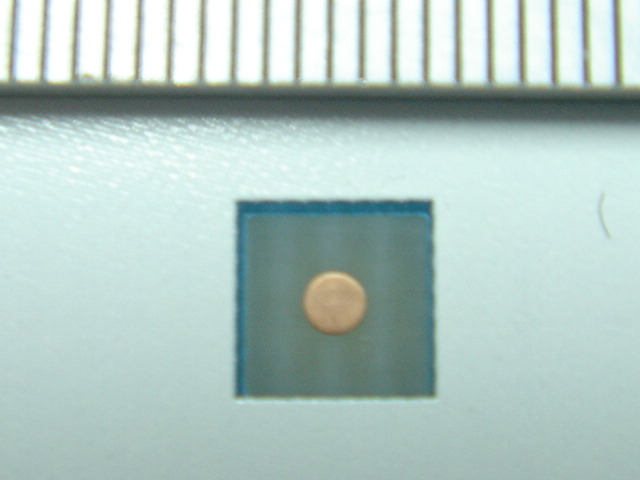
椺偊偽壓偺擣幆儅乕僋偱偡偲儅乕僋偼戝偒偄傕偺偑偮偄偰偄傑偡偑擣幆棪偼偐側傝掅偔僄儔乕傗僘儗偑懡敪偟傑偡丅
偦傟偼側偤偐偲偄偆偲嵟怴幃偺報嶞婡乮08擭尰嵼乯偱傕報嶞婡偺婎斅擣幆僇儊儔偼敀崟偱夋憸傪庢傝崬傒傑偡丅
敀崟偵偟偨偲偒偵偼偭偒傝偲儅乕僋偺椫妔傗柧埫偑幨偣傞偐偲偄偆偙偲偑億僀儞僩偵側傝傑偡丅忋婰偺儅乕僋偱偼儗僕僗僩偲儅乕僋偺怓挷偑帡偰偄傞偺偱岆擣幆傗擣幆晄壜偑懕弌偟傑偡丅
嵟嬤丄敀偄婎斅傪傛偔尒偐偗傑偡偑丄幚憰懁偐傜傒傞偲偁傑傝婌傋傑偣傫丅乮偄傠傫側堄枴偱乯
儅乕僋偺戝偒偝偱偡偑忋婰乮恾2乯偺傛偆偵嘆嘇-嘊嘋偱戝偒偝傪曄偊傑偟傚偆丅
抂柺偐傜偺埵抲傪曄偊傞偙偲偵傛偭偰媡棳摦杊巭偵側傞偙偲傪愭傎偳偄偄傑偟偨偑丄戝偒偝傪曄偊幚憰岺掱偱侾st柺偼戝偒偄儅乕僋傪搊榐偟丄2nd柺偼彫偝偄儅乕僋偱擣幆偡傞偙偲偵傛傝昞棤斀揮杊巭偑壜擻偵側傝傑偡丅
偪側傒偵戝偒偝傪曄偊傞偺偱偼側偔嘆嘇傪巐妏丄嘊嘋傪娵偵偟偰傕摨偠岠壥偑偁傝傑偡丅
俁丏婎弨寠
婎弨寠偼幚憰婡偱儅僂儞僩偡傞偲偒偵僋儔儞僾偩偗偱偼僘儗偑梷偊傜傟側偄偲偒偵婎弨僺儞傪棫偰幚憰僘儗傪杊巭偟偨傝偟傑偡丅儘乕僞儕乕幚憰婡偺傛偆偵XY僥乕僽儖偺応崌丄幚憰帪偵寖偟偔梙傟傞偨傔丄擣幆屻偵僘儗偰偟傑偆偙偲偑偁傝傑偡丅婎斅僋儔儞僾偩偗偱偼姰帏偵屌掕偱偒側偄偺偱婎弨僺儞偱曗偄傑偡丅
擣幆儅乕僋傎偳廳梫偱偼側偄偱偡偑丄柍偄傛傝偁偭偨傎偆偑抐慠偄偄偱偟傚偆丅
戝偒偝偼偄傠偄傠偁傝傑偡偑丄冇4.0儈儕偑堦斒揑偱偡丅
俁丏幚憰晄壜僄儕傾
儅僂儞僞乕偵偼幚憰偑弌棃側偄僄儕傾偑婡庬偵傛偭偰懚嵼偟傑偡丅
偙傟偑暘偐傜側偄曽偼寢峔偍傝傑偡偺偱偛拲堄偔偩偝偄丅
傑偢壓恾傪偛棗偔偩偝偄丅
偙偺椢偑巆偭偰偄傞幪偰婎斅晹偱偡偑偙偙偼幚憰婡偺屌掕僄儕傾偵側傝傑偡丅
側偤幚憰晄壜僄儕傾偐偲偄偆偲幚憰婡偵擖偭偨偲偒偵墶偐傜傒傞偲暘偐傝傑偡
彮側偔偲傕婎斅抂柺偐傜3噊偼幚憰晄壜僄儕傾偲巚偭偰偔偩偝偄丅儅僂儞僞乕偵傛傝堎側傝傑偡偑昳幙傪峫偊傞偲5噊埲忋偼SMD晹昳偺攝抲偼偟側偄偱偔偩偝偄丅
係丏懡柺庢傝偺擣幆儅乕僋
懡柺庢傝婎斅偺応崌丄擣幆儅乕僋偼幪偰婎斅偵僔乕僩擣幆梡偺擣幆儅乕僋偺懠偵婎斅枅偵擣幆儅乕僋偑昁梫偱偡丅
幚憰僾儘僌儔儉偼懡柺庢傝偺応崌丄A偺婎斅偺僾儘僌儔儉傪嶌偭偰偐傜B偺巒傞嵗昗丄C偺巒傞嵗昗傪擖椡偟A偺幚憰僾儘僌儔儉傪揥奐偟傑偡丅B,C偺婎斅傪幚憰偡傞偲偒偵婎斅扨懱偺擣幆儅乕僋偑側偄応崌僘儗偑敪惗偟傗偡偔側傝傑偡丅
偙偺擣幆儅乕僋偑側偄応崌丄幚憰僾儘僌儔儉傪懡柺庢傝偲偟偰偱偼側偔1僔乕僩亖1戜偲偟偰嶌惉偢傟偽偙偺栤戣偼夞旔偱偒傑偡偑丄廋惓偡傞偲偒傕3攞帪娫偑偐偐傞偙偲偵側傝傑偡丅
傑偨丄偛偔婬偵A,B,C偺扨懱擣幆儅乕僋偺埵抲偑屄乆偺婎斅抂柺傛傝晄婯懃側埵抲偵側偭偰偄傞婎斅偑偁傝傑偡丅偦偆偄偆応崌丄偦偺擣幆儅乕僋偼偨偩偺忺傝偵側傝傑偡偺偱偛拲堄偔偩偝偄丅
俆丏儃儞僨傿儞僌婎斅
儃儞僨傿儞僌柺偵1005偺幚憰傪偨傑偵尒偐偗傑偡丅
婎杮揑偵1005偺儃儞僪偼嬛巭偝傟偰偄傞偲偙傠偑懡偄偱偡丅
傗偭偰弌棃側偄偙偲偼側偄偱偡偑丄昳幙揑偵偼偐側傝栤戣偑偁傝傑偡丅戝庤偱偼1608僠僢僾偱偡傜嬛巭偟偰偄傞偲偙傠傕偁傝傑偡丅傑偨廤崌掞峈傕弌棃傞偩偗儃儞僨傿儞僌偟側偄傛偆側愝寁傪偍婅偄抳偟傑偡丅
俇丏懡柺庢傝婎斅
懡柺庢傝婎斅偵偼岦偄偰偄傞婎斅偲晄岦偒側婎斅偑偁傝傑偡丅
壗偱傕懡柺庢傝偵偡傟偽埨偔側傞偲尵偆傢偗偱偼寛偟偰偁傝傑偣傫丅
椺偊偽5枃庢傝婎斅偱幚憰揰悢偑30揰/戜側傜5枃庢傝偱偡偐傜1僔乕僩150揰掱偵側傝傑偡丅
1揰摉傝0.2昩(幚憰婡偵傛傝堎側傞乯偱幚憰偟偨偲偡傟偽30昩偱偡丅
報嶞婡偱1僔乕僩摉傝斃憲娷傔偰35昩埵(報嶞婡偺惈擻偵傛傞乯偱偡偐傜僞僋僩僞僀儉儘僗偼5昩偲側傝傑偡偺偱僶儔儞僗揑偵偼傑偁傑偁偄偄婎斅偲側傝傑偡丅
幚憰揰悢偑5揰偟偐側偄婎斅偩偲幚憰帪娫偼25揰偱5昩丄嫲傜偔斃憲娷傔偰10昩偔傜偄偲側傝報嶞婡丄幚憰婡偺僞僋僩僞僀儉偺僶儔儞僗偑旕忢偵埆偔側傝丄惗嶻悢偑棊偪傞偙偲偵側傝傑偡丅
偱偼幚憰揰悢偑懡偄傕偺偱椺偵偲傝傑偟傚偆丅幚憰揰悢偑300揰偁傞傕偺傪2枃庢傝婎斅偵偟傑偡丅1僔乕僩摉傝600揰偵側傝幚憰婡偩偗偱120昩偐偐傞寁嶼偵側傝傑偡丅
偙傟偱傕僞僋僩僞僀儉僶儔儞僗偑埆偔側傝旕岠棪揑側婎斅偵側傞傢偗偱偡丅
埨偔暔嶌傝傪偡傞偵偼嬒堦側僞僋僩僞僀儉偑廳梫偵側偭偰偒傑偡丅
偟偐偟懡柺庢傝悢偑懡偔側傝偡偓傞偲婎斅帺懱傕戝偒偔側傝丄儕僼儘乕帪偵斀傝偺敪惗側偳偺晄嬶崌傕惗偠傞嫲傟偑偁傝傑偡丅
報嶞婡偱30昩乣45昩丄幚憰婡偱僠僢僾1揰摉傝0.2昩丄QFP丄BGA偱栺5昩丄SOP偱栺2昩乣3昩埵偱峫偊偰偍偗偽帺偢偲帺暘偑愝寁偟偰偄傞婎斅偺僞僋僩僞僀儉偑暘偐偭偰偒傑偡傛偹丅
*報嶞婡傗幚憰婡偺惈擻偼擭幃傗宆幃偱曄傢偭偰偒傑偡丅(僠僢僾1揰摉傝0.07昩偱懪偮幚憰婡傕偁傝傑偡乯
傑偨0.1昩偱懪偮偲儊乕僇乕偑尵偭偰偄傞幚憰婡偱傕嵟懍忦審偲偄偆傕偺偑昁偢偁傝傑偡丅椺偊偽乮師偺幚憰揰傑偱2僙儞僠埲撪丄1005乣3216僠僢僾偵尷傞乯偲偄偆傛偆側偙偲偱偡丅
|
|
|
|
| 俠倧倫倷倰倝倗倛倲(C)2005丂乭幚憰怑恖乭丂 俙倢倢丂俼倝倗倛倲倱丂俼倕倱倕倰倴倕倓 |
|